Перфорация тормозных дисков
Далеко не всегда изготовители автомобилей «радуют» покупателей качеством сборки, подбором материалов. Иногда владельцы вынуждены самостоятельно дорабатывать узлы, агрегаты, чтобы повысить эффективность их работы.

Так званую группу риска составляют:
- Топливная аппаратура;
- Система электрического питания;
- Тормозной контур, в частности диски и колодки.
В первых двух случаях, возможно, понадобится замена узлов целиком, а в последнем допустима модернизация штатного оборудования. Как уже догадались, речь пойдет о перфорации и слотировании.
Что такое слотирование и перфорация дисков
Содержание
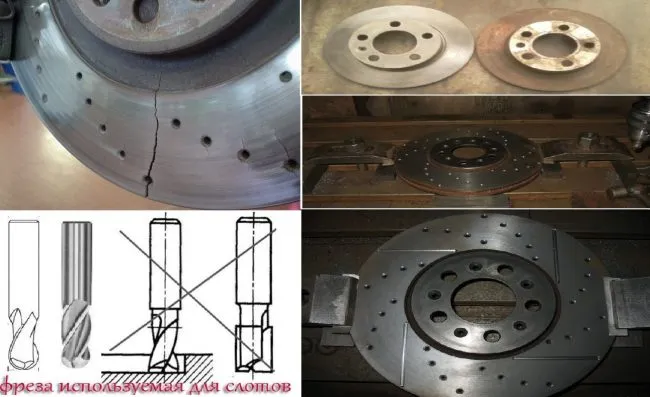
Под слотированием подразумевают нанесение (гравировку) эксцентрических канавок по периметру основы. Перфорированный тормозной диск — сверление сквозных отверстий в теле диска. «Дырочки» располагаются в определенной последовательности по отношению к основанию.

Слотирование и перфорация наносятся специальной фрезой, с определенным диаметром. В мастерских для этих целей используют станки.
Зачем нужно слотирование и перфорация
Ряд автопроизводителей бюджетных авто все еще выпускают серийные марки со стоковыми дисками без насечек и перфорации.
Как утверждают специалисты профильных СТО, при условии ежедневной эксплуатации машины в режиме «на работу – с работы» достаточно обычных дисков.
Если владелец практикует агрессивный стиль вождения, участвует в раллийных гонках, дрифтует, пересекает болотистые местности, то стоковые диски будут малоэффективные. В процессе активного, частого торможения выделяется огромное количество тепловой энергии, что приводит к перегреву контура. Чем дольше задерживается избыток «тепла» на суппорте, тем больше шансов на то, что детали деформируются под негативным воздействием градуса.
С целью предотвращения закипания, продления ресурса эксплуатации механизма, на автомобили устанавливают тормозные диски с насечками и перфорацией. При активном использовании тормоза колодки разогреваются до 250 – 350°. А при езде на раллийном авто градус достигает отметки в 500 – 600°.
Очевидно, что при таком нагреве деформации подвержены колодки, рабочий цилиндр, диск, трубопровод, манжета. Кроме того, находящаяся на поверхности влага, конденсат превращаются в пар, образуя плотную воздушную прослойку в суппорте. Плотность прилегания колодки снижена, она не сжимает, а скользит по поверхности диска. Это первая причина, по которой необходимо делать перфорацию.
Слотирование дополняет перфорацию. Получается некий срез с поверхности колодки. При прохождении удаляется снег, влага, налет, абразивная стружка. Тормозная колодка всегда чистая, правильной формы, работает на «полную мощность».
Материал изготовления дисковых тормозов. Плюсы и минусы перфорации, слотирования
Большинство автопроизводителей активно используют чугун для изготовления комплектующих к тормозной системе машины. Простым языком чугун охарактеризуем как сталь с большим содержанием углерода. Дешевизна при изготовлении, низкий коэффициент температурного расширения. В процессе повышения рабочей температуры диски не раскаляются, а работают в штатном режиме.
Вместе с тем, чугун хрупкий материал, при «удобном» моменте всегда дает трещину, скол. Чаще всего, это происходит в ходе самодельной перфорации, слотирования. А также, чрезмерного количества отверстий на поверхности диска.
Решение проблемы следующее: добавление легирующих порошков типа молибден. Это поможет повысить прочность материала, придать ему эластичности. С другой стороны, пропорционально повышается стоимость готового изделия. Уже не каждый автолюбитель будет готов выложить круглую сумму средств на покупку.

Как сделать перфорацию и слотирование своими руками
- Изначально машину устанавливаем в периметр ремонтно зоны. Вывешиваем домкратом, гидравлическим подъемником, снимаем колесо;
- Демонтируем тормозной суппорт, диск, колодки (фрикционные накладки);
- Прочно фиксируем диск на верстаке, зажимаем;
- Условно делим площадь на 2 – 3 части, можно больше;
- В станок устанавливаем шаровую фрезу. Она имеет на конце закругленный профиль лезвия;
- Выставляем глубину резца. Глубина канавки не должна превышать 2 – 3 мм., в зависимости от толщины диска;
- Фрезеруем основу с каждой стороны, продуваем сжатым воздухом для удаления стружки, пыли, продуктов отработки.
Водителю на заметку!!! Направление фрезеровки должно быть от внутреннего радиуса к внешнему по направлению вращения колеса. В противном случае эффективность от перфорации будет незначительной.
Перфорацию проводим по аналогичной схеме. По завершении, правильно ставим элементы тормозной системы на штатное место, просверливаем отверстия на втором диске.
Нет времени на самостоятельную доработку — воспользуйтесь услугами СТО, купите новые, готовые диски.



